

Do silício à perovskita como se fabrica um painel solar
As etapas de fabricação de um módulo, a diferença real entre TOPCon, HJT e contato traseiro em 2026, e o estágio verdadeiro da perovskita tandem
 Tiago Martins15 min de leituraatualizado em 15 de julho de 2026
Tiago Martins15 min de leituraatualizado em 15 de julho de 2026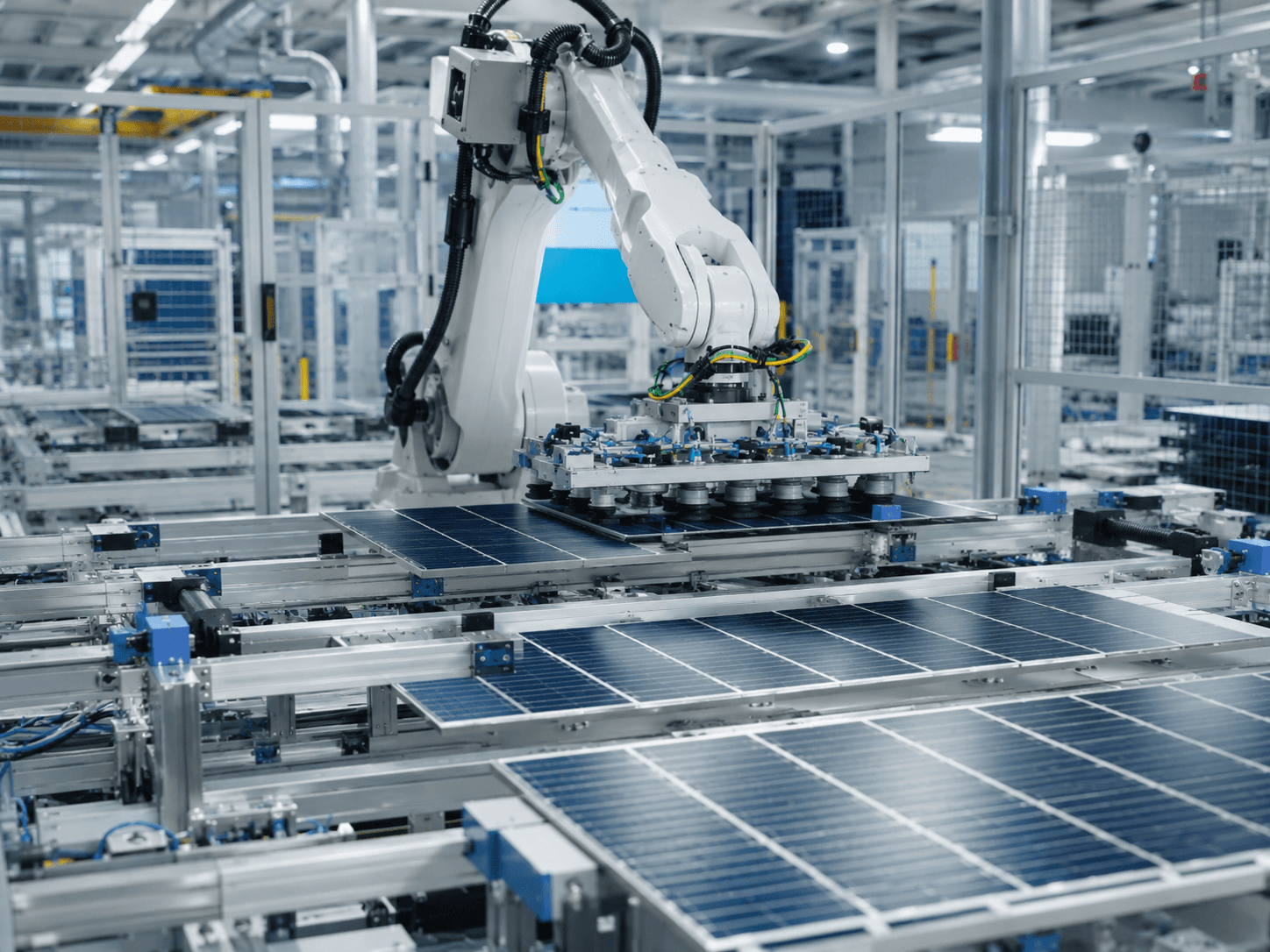
Resposta rápida
Um painel solar nasce de um processo industrial automatizado que vai do vidro de baixo teor de ferro até o teste de flash que atesta a potência real de cada módulo. Sobre esse processo, o mercado de 2026 se divide entre tecnologias de célula tipo N: o TOPCon domina em volume, com cerca de dois terços da produção mundial, o HJT lidera em comportamento térmico e o contato traseiro (IBC, ABC, HPBC) lidera em eficiência. A perovskita em células tandem é real e promissora, mas precisa de uma correção de expectativa: em 2026 ela está em linhas piloto e nos primeiros pedidos comerciais, não em produção de larga escala, e a estabilidade de longo prazo ainda não foi comprovada. Quem vende hoje vende silício, e o argumento de autoridade está em saber exatamente por quê.
Introdução
O cliente comercial e industrial pergunta duas coisas quando o orçamento é alto: esse painel dura mesmo 25 anos, e ele não vai ficar obsoleto no ano que vem? O integrador que responde com "é de primeira linha" perde a venda para quem responde com engenharia.
Responder bem exige entender três camadas. A primeira é como o módulo é fabricado, porque é o processo industrial que sustenta a promessa de durabilidade. A segunda é qual tecnologia de célula está dentro dele, porque é ela que define eficiência, comportamento no calor brasileiro e geração ao longo dos anos. A terceira é o que vem depois, para saber separar o que já é produto do que ainda é laboratório.
Este artigo cobre as três, com um compromisso: nomear o que é fato de mercado e o que é expectativa. Boa parte do que circula sobre tecnologia de painel, sobretudo sobre perovskita, mistura recorde de laboratório com disponibilidade comercial, e um integrador que repete isso na frente de um cliente técnico perde a autoridade que tentava construir.
Como um painel solar é fabricado
A durabilidade de 25 a 30 anos de um módulo não vem do silício, vem do encapsulamento. O processo de fabricação é uma sequência automatizada que existe para proteger células frágeis das intempéries por décadas.
Tudo começa pelo vidro. Não é vidro comum: é vidro temperado de baixo teor de ferro, escolhido porque o ferro absorve parte da luz. Menos ferro significa mais transmitância, e mais fótons chegando à célula. Ele passa por limpeza rigorosa, porque qualquer partícula presa ali vira defeito permanente depois da laminação.
Em paralelo, as células são preparadas. Os módulos modernos usam células cortadas, tipicamente em meia-célula, o que reduz a corrente por célula e, com isso, as perdas resistivas. O corte é feito a laser, e a evolução aqui foi sair do risco mecânico seguido de quebra, que gera microfissuras, para técnicas de separação não destrutivas, que preservam as bordas. Borda danificada é ponto de recombinação e degradação futura.
As células são então interligadas em série, formando as strings, por meio da soldagem das fitas condutoras. É uma etapa crítica: solda fria ou tensão mecânica na fita vira microfissura e, anos depois, ponto quente. Fabricantes de HJT, que trabalha em baixa temperatura, usam processos de interconexão específicos justamente para não impor estresse térmico às células.
Vem então a montagem do sanduíche. As strings são posicionadas entre camadas de encapsulante, normalmente EVA ou POE, e fechadas por trás. Uma atualização se impõe aqui, em relação ao que muitos materiais ainda descrevem: o fechamento traseiro pode ser um backsheet polimérico ou uma segunda folha de vidro. Os módulos bifaciais, hoje dominantes em boa parte do mercado, usam vidro-vidro, que dispensa o backsheet e permite geração pela face traseira.
A laminação é o coração do processo. O conjunto entra num laminador que aplica calor, na ordem de 140 a 150 graus, e vácuo por volta de dez a vinte minutos. O encapsulante derrete, preenche todos os vazios e cura, formando um bloco monolítico. É esse bloco selado que impede a entrada de umidade e oxigênio pelas próximas décadas. Laminação malfeita é delaminação alguns anos depois.
Fecham o processo a moldura de alumínio, que dá rigidez mecânica e ponto de aterramento, e a caixa de junção, que abriga os diodos de bypass responsáveis por contornar células sombreadas.
A última etapa é a que interessa comercialmente: o teste de flash. Cada módulo recebe um pulso de luz calibrado e tem sua curva medida, o que determina a potência real daquela unidade e a classe em que ela entra. É esse teste que sustenta a tolerância de potência declarada no datasheet, e é por isso que módulo de fabricante sério tem rastreabilidade de lote.
A tecnologia de célula: TOPCon, HJT e contato traseiro
A mudança mais importante dos últimos anos não foi entre marcas, foi entre tipos de silício. O P-type, dopado com boro, padrão por décadas, saiu de cena em favor do N-type, dopado com fósforo. A vantagem prática do tipo N é não apresentar de forma relevante a degradação induzida pela luz que afeta módulos tipo P logo no primeiro ano. Sobre a base tipo N, três abordagens dividem o mercado premium.
TOPCon significa contato passivado por óxido de túnel. Ele insere uma camada ultrafina de óxido, na casa de 1 a 2 nanômetros, entre o silício e o contato traseiro, mais uma camada de polissilício dopado. Essa estrutura deixa passar o portador de carga e bloqueia a recombinação, o que eleva a tensão e a eficiência. O motivo de ele ter virado o padrão de mercado é industrial, não físico: a estrutura é próxima da do PERC, então as linhas existentes foram convertidas com investimento moderado. O resultado é preço perto do PERC com eficiência maior. Segundo o Fraunhofer ISE, o TOPCon passou de cerca de 20% da produção mundial de células em 2022 para algo em torno de 65% em 2024, enquanto o PERC caiu para perto de 20%.
HJT, ou heterojunção, é outra filosofia. Ele envolve o wafer de silício cristalino com finas camadas de silício amorfo hidrogenado nas duas faces, que fazem uma passivação quase perfeita, e cobre tudo com um óxido condutor transparente (TCO) para coletar a corrente. Isso entrega a maior tensão de circuito aberto entre as tecnologias de silício e o melhor comportamento térmico do mercado. A fabricação é em baixa temperatura, com máximas na casa de 200 graus, contra até 800 graus no TOPCon, o que preserva o wafer, mas exige equipamento completamente diferente. Daí o custo maior e a menor participação de mercado, na casa de um dígito.
Contato traseiro é a família que hoje lidera eficiência, e é onde a pauta de mercado mudou mais rápido. A ideia comum é levar todos os contatos elétricos para o verso da célula, eliminando o sombreamento das trilhas metálicas na frente. O IBC clássico foi consolidado pela Maxeon, com módulos por volta de 24% e garantias longas. Aqui um alerta comercial importante: em abril de 2026, a Maxeon Solar Technologies entrou com pedido de administração judicial em Singapura. A tecnologia segue de primeira linha, mas disponibilidade e atendimento de garantia ficam incertos durante a reestruturação, o que precisa ser verificado com o distribuidor antes de especificar. Em paralelo, surgiram variações que somam contato traseiro a outras passivações: ABC, da Aiko, com módulos confirmados em 25% em produção; HPBC 2.0, da LONGi, com recorde de módulo em 25,4% certificado pelo Fraunhofer ISE; e HIBC, também da LONGi, que combina passivação HJT com contato traseiro.
O diferencial térmico no Brasil, com o número correto
O coeficiente de temperatura mede quanto de potência o módulo perde a cada grau acima dos 25 graus de referência. Num telhado brasileiro, onde a célula passa fácil dos 60 graus, ele deixa de ser detalhe de datasheet e vira geração perdida.
Aqui é preciso corrigir uma comparação que circula muito e que enfraquece o argumento do integrador. Comparar HJT com o PERC antigo é fácil e não diz nada sobre a decisão real de hoje, porque o PERC saiu do jogo. A comparação que importa em 2026 é HJT contra TOPCon. Os números de referência:
| Tecnologia | Coeficiente de temperatura típico |
|---|---|
| PERC (tipo P, em declínio) | cerca de -0,35%/°C |
| TOPCon | cerca de -0,30 a -0,32%/°C |
| IBC | cerca de -0,29%/°C |
| HJT | cerca de -0,24 a -0,26%/°C |
O HJT lidera, e isso é real: estudos comparativos de ciclo de vida apontam que, a 60 graus de operação, a potência relativa de um módulo HJT fica em torno de 2,8% acima da de um TOPCon, e a 65 graus, cerca de 3,2%. No acumulado global, a geração de HJT tende a superar a de TOPCon em algo entre 1,25% e 3,33%, com a vantagem concentrada justamente em regiões quentes.
Mas há um dado de 2026 que o integrador precisa ter na ponta da língua para não vender um argumento vencido: as gerações mais recentes de TOPCon tipo N estreitaram esse coeficiente para perto de -0,26%/°C em alguns modelos, encostando no HJT. Ou seja, a vantagem térmica do HJT continua existindo, mas não é mais o abismo que era. Vender HJT hoje pelo argumento térmico exige comparar o datasheet do modelo específico, e não a categoria genérica.
O HJT mantém outras vantagens que sustentam melhor a conversa: bifacialidade acima de 90%, contra 70% a 85% do TOPCon, degradação anual mais baixa, na casa de 0,25% a 0,30%, e ausência de PID por causa da camada de TCO condutora.
Um ponto prático que fecha esta seção e que vale mais que qualquer argumento de venda: módulos tipo N, tanto HJT quanto TOPCon, trabalham com tensões de circuito aberto mais altas. Isso muda o número de módulos por string e exige recalcular o dimensionamento, sob pena de estourar a tensão máxima de entrada do inversor no frio. Trocar de tecnologia sem refazer essa conta é erro de projeto, não de compra.
Células tandem de perovskita: onde a tecnologia realmente está
Aqui é onde a maior parte do conteúdo do setor exagera, e onde o integrador pode ganhar autoridade justamente por não exagerar.
O conceito é sólido e a física é real. Uma célula de silício sozinha esbarra num teto teórico, o limite de Shockley-Queisser, de aproximadamente 33,7% para junção única, porque um único material aproveita bem apenas uma faixa do espectro solar. A célula tandem empilha uma película de perovskita sobre a célula de silício: a perovskita captura os fótons de maior energia e o silício os de menor energia. Somadas, elas ultrapassam o teto da junção única. Não por acaso, o HJT é o substrato preferido para tandem, porque sua camada de TCO condutora facilita a conexão com a perovskita.
Os recordes confirmam a promessa: a Oxford PV atingiu 33,9% em célula tandem perovskita-silício em 2024, superando o limite teórico do silício sozinho, e os recordes de laboratório seguiram subindo em 2026, passando de 34%.
Agora a correção necessária. Dizer que a perovskita "já chegou às fábricas em larga escala" não corresponde ao estado de 2026. O quadro real:
Nenhum grande fabricante oferece módulo tandem de perovskita em produção comercial de larga escala em 2026. Existem dezenas de linhas anunciadas, mas apenas um punhado efetivamente operacional na casa de dezenas de MW. A distância entre press release e capacidade instalada é justamente o ponto.
O marco real aconteceu, e é mais interessante que o exagero: em março de 2026, a GCL Optoelectronics venceu o primeiro pedido comercial de módulos tandem perovskita-silício da China, para uma usina de demonstração da Huaneng. O edital exigia eficiência de produção em massa de pelo menos 26%, certificação IEC 61215 e IEC 61730, linha de produção de no mínimo 100 MW e desempenho compatível com 25 anos de vida útil, com entrega prevista para meados de 2026. É o primeiro pedido comercial de verdade, para uma planta de demonstração, e não o início da produção em massa.
A estabilidade não foi superada, foi avançada. Esse é o ponto técnico mais importante. A perovskita degrada por umidade, ultravioleta e calor, e houve progresso real: um grupo do EPFL publicou células que retiveram mais de 90% da eficiência após 1.000 horas de ensaio de calor úmido a 85 graus e 85% de umidade, o primeiro análogo do teste da IEC 61215 a ser vencido. Mas o dado operacional público mais longo está na casa de 1.000 horas, enquanto uma garantia de campo exige 25 anos. É uma lacuna de dez a vinte vezes em tempo de vida validado, e não existe ainda protocolo de teste acelerado consolidado que feche essa conta. É desafio de engenharia, não barreira científica, o que é diferente de estar resolvido.
Somam-se dois freios: a perovskita contém chumbo, o que cria barreira regulatória em mercados com legislação restritiva, e as alternativas sem chumbo estão a uma década de relevância comercial. E o silício não está parado: com HJT e TOPCon caminhando para 26% a 27% de eficiência de módulo, a vantagem que justifica o custo e a complexidade do tandem vai sendo comprimida.
A projeção realista que circula entre analistas coloca o início da produção em massa por volta de 2027, com bancabilidade para projetos de utilidade e garantias de 20 anos mais adiante. Traduzindo para o integrador: perovskita é o futuro provável e não é a proposta de amanhã.
Como usar isso na venda
O argumento de autoridade não é decorar siglas, é saber o que responder.
Sobre obsolescência, a resposta honesta desarma: o cliente que instala silício tipo N em 2026 não está comprando tecnologia condenada. O tandem não estará disponível em escala nos próximos anos, e o módulo tipo N atual tem garantia longa e degradação baixa. Obsolescência tecnológica em painel não funciona como em celular; o painel instalado segue gerando conforme o datasheet por décadas, independente do que sai depois.
Sobre qual tecnologia escolher, o critério é o projeto, não o ranking: TOPCon para a maioria dos casos, pelo equilíbrio de eficiência e preço; HJT quando o calor extremo, a bifacialidade e a geração de longo prazo justificam o prêmio, sobretudo em geração remota onde a receita vem da energia gerada; contato traseiro quando a área é restrita e a eficiência por metro quadrado paga o prêmio.
E sobre durabilidade, o argumento vem do processo: vidro de baixo ferro, corte não destrutivo, laminação controlada e teste de flash com rastreabilidade de lote. É isso que separa um módulo que entrega 25 anos de um que delamina em cinco.
Como o Soffcal se encaixa
A escolha da tecnologia de célula é do integrador, conforme clima, área disponível, orçamento e horizonte do cliente. O Soffcal entra no que vem depois dessa escolha: a partir do consumo, calcula a quantidade total de painéis, a geração FV, a potência mínima do inversor e, quando há armazenamento, o banco de baterias LFP, gerando a proposta comercial padronizada.
Um cuidado que este artigo levanta e que se reflete no projeto: ao trocar de tecnologia, os parâmetros elétricos mudam. Tensão de circuito aberto mais alta em módulos tipo N altera o número de módulos por string, e essa verificação, feita sobre o datasheet do modelo escolhido e o limite de entrada do inversor, é responsabilidade do integrador.
Perguntas frequentes
Como é fabricado um painel solar?
Por um processo automatizado: limpeza do vidro temperado de baixo teor de ferro, corte das células a laser de forma não destrutiva, soldagem das células em strings, montagem entre camadas de encapsulante com fechamento traseiro em backsheet ou segunda folha de vidro, laminação sob calor e vácuo por volta de dez a vinte minutos, fixação da moldura de alumínio e da caixa de junção com diodos de bypass, e teste de flash que mede a potência real de cada módulo.
Qual a diferença entre painel TOPCon e HJT?
Ambos partem de silício tipo N. O TOPCon usa uma camada ultrafina de óxido de túnel mais polissilício dopado no verso da célula, e virou padrão de mercado porque aproveita as linhas de PERC convertidas, ficando mais barato. O HJT envolve o wafer em silício amorfo nas duas faces e adiciona óxido condutor transparente, entregando melhor coeficiente de temperatura, maior bifacialidade e menor degradação, ao custo de fabricação mais cara e menos disponível.
Qual a melhor tecnologia de placa solar em 2026?
Depende do projeto. O TOPCon é o melhor equilíbrio de eficiência e preço para a maioria das instalações e domina em volume. O HJT compensa em clima muito quente, em projetos onde a receita vem da geração ao longo de 25 anos e onde a bifacialidade rende. As tecnologias de contato traseiro (IBC, ABC, HPBC) lideram eficiência e fazem sentido quando a área é restrita.
Painel HJT gera mais no calor do Brasil?
Sim, pelo coeficiente de temperatura, na casa de -0,24 a -0,26%/°C contra -0,30 a -0,32%/°C do TOPCon. A 60 graus de operação, a potência relativa do HJT fica em torno de 2,8% acima da do TOPCon. Um alerta de 2026: os TOPCon mais recentes estreitaram esse coeficiente para perto de -0,26%/°C em alguns modelos, então a comparação precisa ser feita entre datasheets específicos, não entre categorias.
As células tandem de perovskita já estão à venda?
Não em escala. Em 2026, nenhum grande fabricante oferece módulo tandem de perovskita em produção comercial de larga escala. Existem linhas piloto e o primeiro pedido comercial, vencido pela GCL Optoelectronics em março de 2026 para uma usina de demonstração na China. A estabilidade de longo prazo ainda não foi comprovada: o dado operacional público mais longo está na casa de 1.000 horas, contra os 25 anos exigidos por garantia. A produção em massa é projetada para 2027 em diante.
Conclusão
Vender painel para cliente técnico exige separar três coisas que o marketing mistura: o processo que garante durabilidade, a tecnologia que define geração, e a promessa que ainda não é produto. O processo industrial explica os 25 anos. O silício tipo N, em TOPCon, HJT ou contato traseiro, é o que está disponível e é onde a decisão real acontece.
A perovskita tandem é o futuro mais provável do setor e merece ser explicada com precisão: recordes acima de 34%, primeiro pedido comercial em 2026, produção em massa projetada para 2027 em diante, e estabilidade ainda não resolvida. Dizer isso com essa clareza vale mais que qualquer superlativo, porque é o que um cliente técnico consegue verificar.
Definida a tecnologia, o que fecha a venda é o projeto. Rode o dimensionamento no Soffcal, calcule painéis, geração, inversor e banco, e refaça a conta de string sempre que trocar de tecnologia de módulo, porque a tensão muda.
Sobre o autor
Tiago Martins
CEO e Fundador do Soffcal
Tiago Martins é Engenheiro Mecânico, com MBA em Gestão Exponencial pelo IBMEC/XP, e atua no mercado de energia solar desde 2018. Durante 6 anos, foi sócio de uma empresa especializada em projetos e instalação de sistemas fotovoltaicos, acumulando experiência prática em mais de 1.200 usinas instaladas. Após vender sua participação na empresa, decidiu focar em uma das principais dores do mercado solar: a dificuldade de dimensionar sistemas com baterias, como sistemas híbridos, off-grid e BESS. Em 2025, fundou o Soffcal, um SaaS desenvolvido para ajudar profissionais do setor a calcular sistemas fotovoltaicos on-grid e sistemas com baterias de forma mais rápida, técnica e segura.
Continue lendo
Outros conteudos do Soffcal para voce.
 Sistema Híbrido
Sistema HíbridoCargas de emergência: a conversa que salva a venda
Quais cargas realmente devem entrar no backup de um sistema híbrido, quais quebram o orçamento e como conduzir essa conversa com o cliente sem perder a venda
12 min de leitura Sistema Zero Grid
Sistema Zero GridControlador de exportação grid zero e inversão de fluxo
Como o controlador universal de exportação viabiliza projetos grid zero e contorna a inversão de fluxo, controlando a injeção e destravando a homologação
11 min de leitura Sistema Off-Grid
Sistema Off-GridSistema off-grid para bomba d'água: direto ou com bateria
Off-grid para bomba d'água: a diferença entre o bombeamento solar direto, com inversor de frequência e sem bateria, e o sistema com bateria e rede
11 min de leitura